
")
")
News
Vibraction a animé les journées portes-ouvertes de DMG Mori par 7 conférences en amphithéatre et des démonstrations continues sur machine-outil :
Suite au succès aux Safran Innovations Awards 2023, ChatterMaster est en cours de déploiement dans les usines Safran.

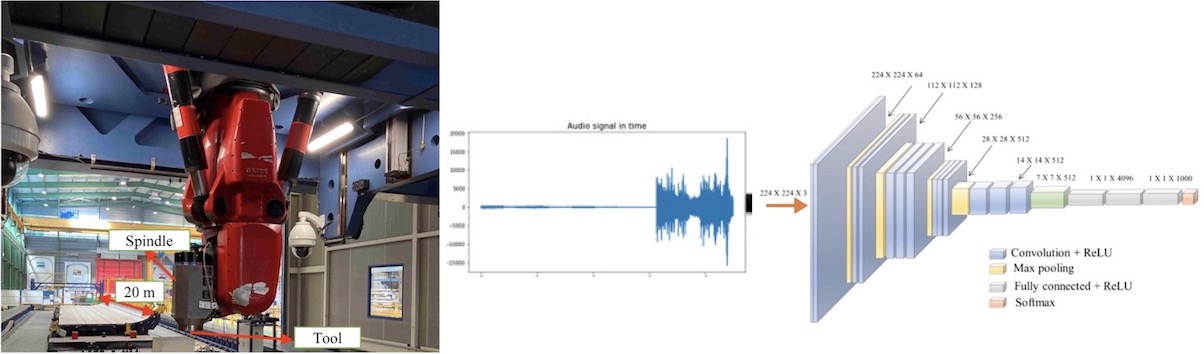
L'intelligence artificielle pour la détection du broutement en industrie arrive, pour les curieux voici ce que nous avons démontré :
doi.org/10.1016/j.advengsoft.2023.103445 (lien alternatif : arXiv.org)
(la figure 2 de l'article, illustre le contexte des mesures effectuées)
(Nous avons aussi écrit un article de review sur les applications de l'AI pour la détection du broutement : https://doi.org/10.1007/s00170-022-10059-9)
Mise en ligne gratuite d'une partie de la formation ChatterMaster.
L’article « Vibrations d'usinage - Comment les identifier et les limiter », a été mis à jour. ![]()
ChatterMaster est disponible aussi pour le tournage.
ChatterMaster V2 est arrivé !
demandez ici un accès gratuit.

Le bricolage ou les logiciels usine à gaz c'est fini !
Augmentez le savoir-faire de votre entreprise et de vos salariés :
- en 15 minutes : vous aurez une première analyse de votre problème,
- en 30 minutes : vous aurez quantifié les paramètres clefs,
- en 60 minutes : vous aurez comparé plusieurs solutions possibles.
Lire la suite : Le bricolage ou les logiciels usine à gaz c'est fini !
Savez-vous combien vous coûtent les vibrations d'usinage ?
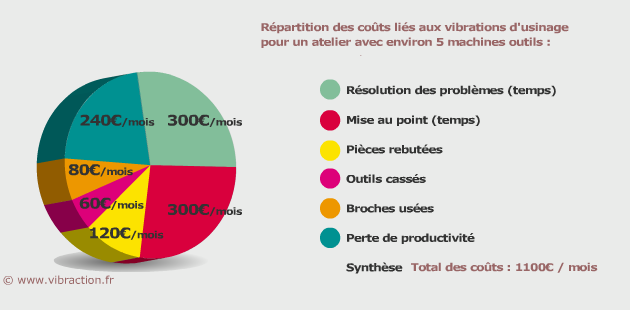
Renault France a montré que le broutement engendrait, depuis plus de 20 ans sur une seule opération de fraisage, un surcoût de 120 k€/an.
(c.f. § 6.7.1 , p. 178)
Calculez vous-même le coût des vibrations dans votre entreprise :
Lire la suite : Savez-vous combien vous coûtent les vibrations d'usinage ?